PLA打印问题
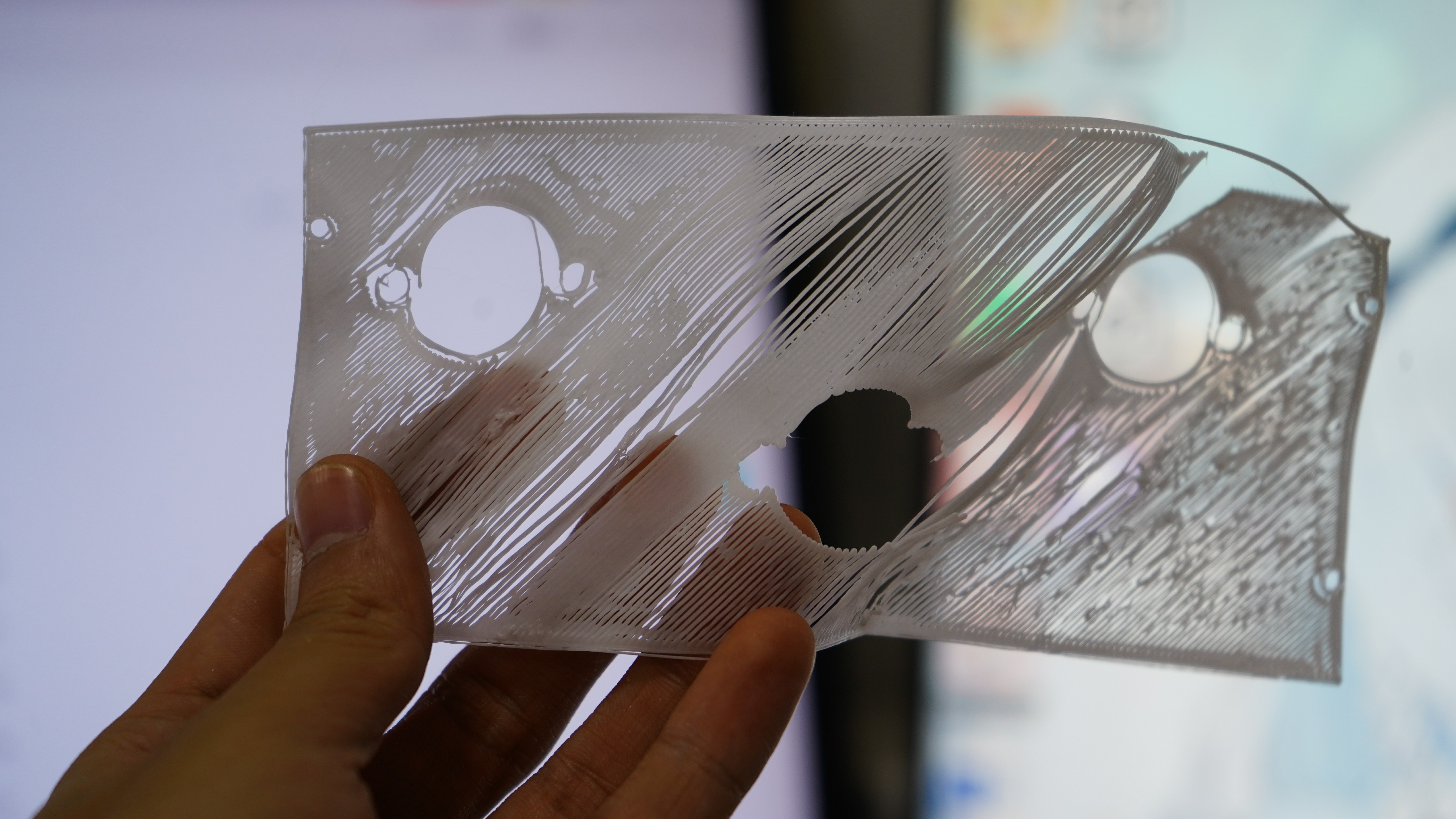
打印流量不均匀
现象观察
- 设置的喷嘴直径小于实际直径
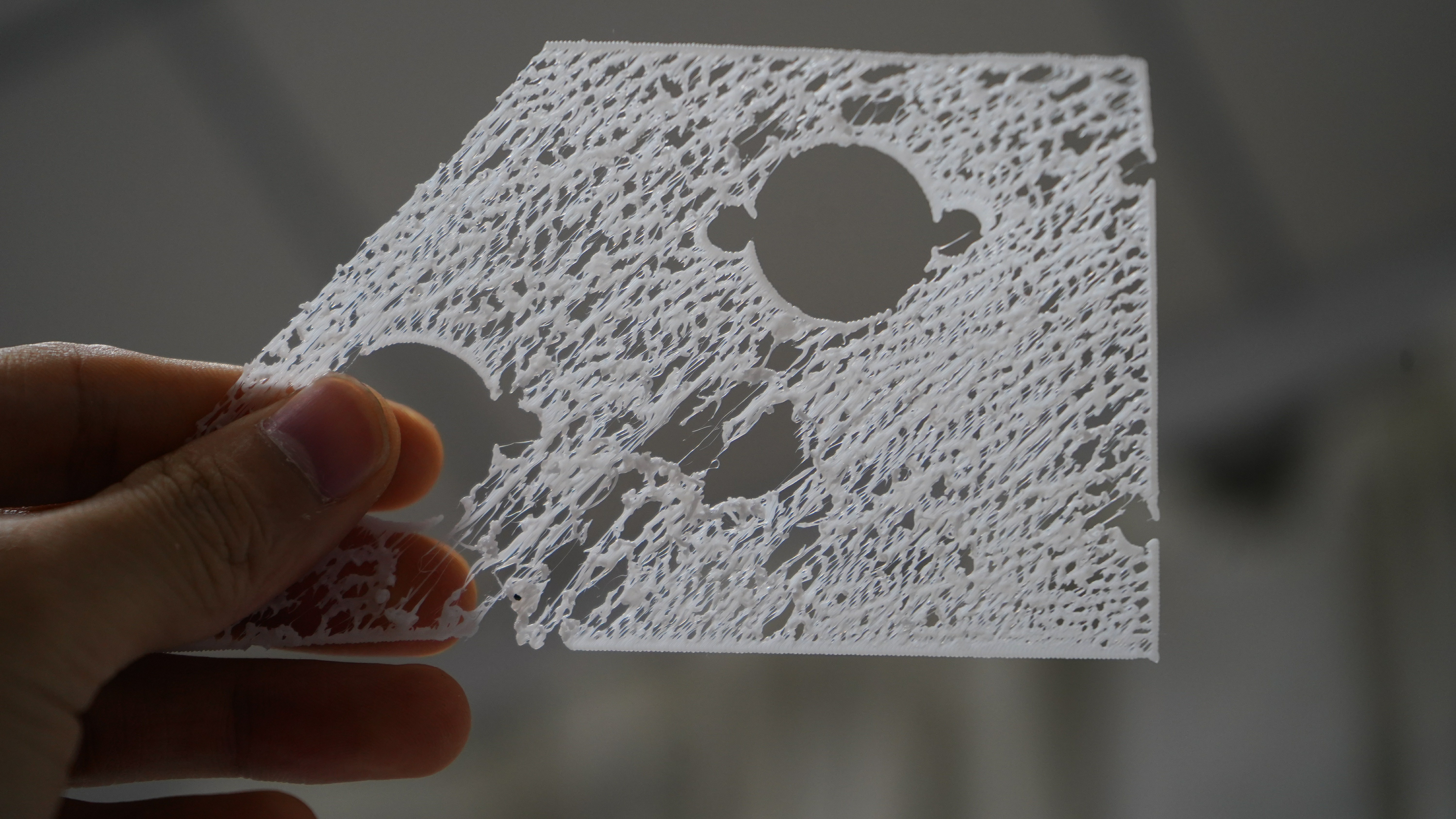
现象分析
- 由于直径设计较小,造成挤出机过快运转,材料未在热端完全受热便被挤出,流动性很差,因此造成了这种千疮百孔的现象
解决方案
- 切片软件调整打印喷嘴的直径
打印断流现象
现象观察
现象分析
解决方案
首层翘边现象
- 现象观察
-
现象分析
- 打印床不水平
- 打印床温度异常低
- 您的 3D 打印温度过低
- Z-Offset 值设置错误。
- 您有一张扭曲的打印床。
- 您的打印喷嘴损坏或堵塞
- 打印床粘合剂使用不良或没有使用
- 您的初始图层打印速度设置过高
- 初始层的流速设置过低
- 您的灯丝湿润程度高于正常水平
解决方案
1.调整打印温度
2.对底板用PE固体胶进行涂抹(注意均匀,否则会造成层纹现象),PLA出现此问题详情见此文
3.对纹理PEI板材进行预处理
边缘层纹严重
打印拉丝严重
打印头剐碰底板
问题描述
- 打印小船初期没有声音,但是后期时候总会发出剐蹭的吱吱声,且时间越长声音越大
- 此种状态下制造出来的小船的上表面打印痕迹有明显的挤压现象的发生,打印轨迹的流量路径有一种"被挤压的感觉"

<center>图1:小船仰视图</center>
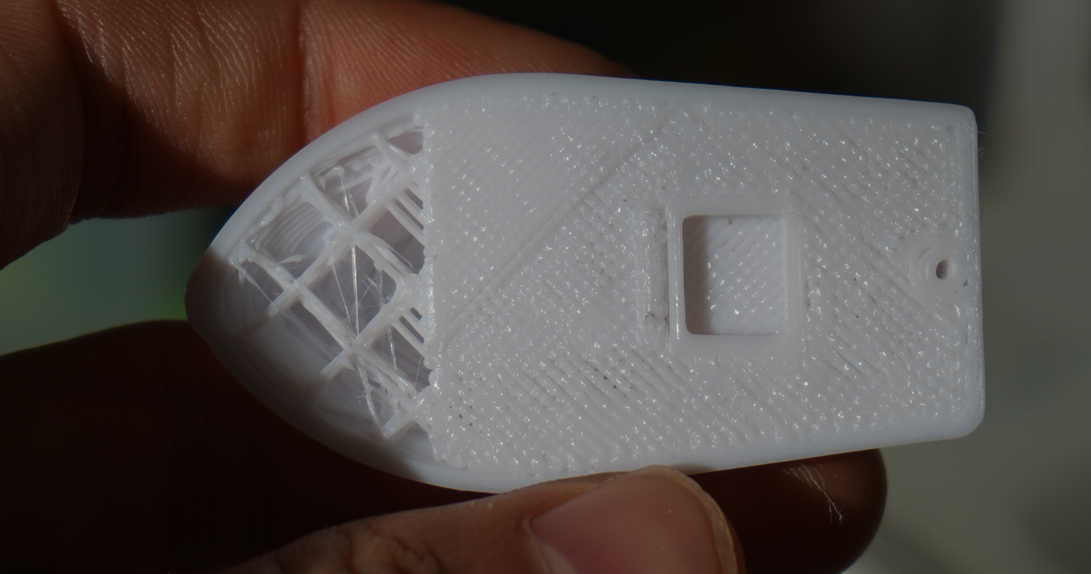
<center>图2:小船俯视图</center>
问题分析
- 初步分析:出现这样的问题的核心在于预设层高和实际层高有出入,因为只有这样才会发生一开始没有剐蹭现象后面出现剐蹭现象的情况。情况类似的假设有调平未调好——但是这样一开始就会产生剐蹭现象,故排除。所以接下来我们进一步分析问题
- 进阶分析:预设层高主要的关键参数在于层高参数、打印嘴直径设置,但是影响实际层高的主要因素是打印流量、打印速度因素,打印速度低的话流量如果还是按照高打印速度的流量输出配置来,这个时候就可能流量过输出,造成单位时间停留在一个位置的流量过多,最终造成理想层高与实际层高不匹配的问题
方案尝试
狂暴模式:
普通模式:
静音模式:80% 流量,Zoffset -0.470mm
打印剐蹭现象消失
打印不成圆
PETG打印问题